João Carrilho, explica-nos que o princípio de base do sistema de monitorização das bielas resulta dos seguintes factos: «Em primeiro lugar, a consequência imediata de um processo de início de gripagem no conjunto cavilhão/ casquilho da biela é o rápido aumento localizado da temperatura dos componentes em contacto. E, em segundo lugar, uma vez conhecidos os dados de construção da prensa em particular dos pontos de pressão e os limites de força exercida por biela fornecidos pelo construtor da prensa é possível calcular as pressões limite nas câmaras de pressão (P1 e P2).»
A solução técnica requereu a instalação prévia de um total de 26 sensores em cada uma das máquinas para a aquisição de dados das variáveis distribuídas pelos dois martelos da linha de prensas.
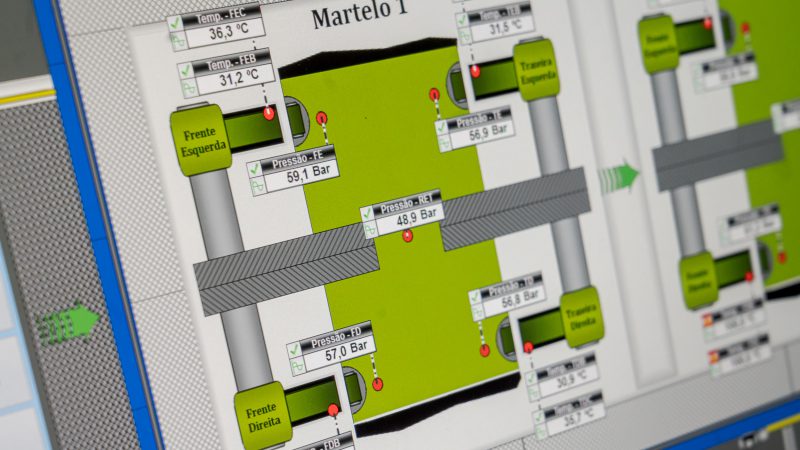
Existem 16 sondas de temperatura localizadas nos cavilhões das articulações superior e inferior das bielas, as temperaturas dos cavilhões inferiores são medidas indiretamente no óleo do ponto de pressão. Foram instalados 10 transdutores de pressão nas câmaras de sobrecarga dos oito pontos de pressão.